Самодельные электрические и паровые двигатели - Страница 18
Поршни, обмотанные ватой, хорошо работают в цилиндрах небольшого диаметра; здесь придется сделать их иначе. От двух ружейных патронов калибра № 28 отрежьте ободки шириной 10 мм.
Отверстия донышек патрона запаяйте и вычистите патроны изнутри мелкой шкуркой. Патроны обязательно нужно укоротить, потому что они конусные, особенно к открытым концам.

Рис. 104. Схема работы двухпоршенькового золотника.
Из отрезанных ободков сделайте поршни. Прорежьте ободок напильником вдоль, сожмите и вставьте в цилиндр. Если он не войдет, распиливайте щель до тех пор, пока не подгоните точно по внутреннему диаметру цилиндра. Пусть он входит туго — после опилите. Вставьте подогнанный ободок до половины в цилиндр и вырежьте к нему крышечку, входящую внутрь (рис. 105, а). Для крышек поршней и для нескольких других мелких деталей нужно достать латунь толщиной 0,5 мм.
Д каждому поршню вырежьте из латуни по два угольничка для осей шатунов. Спаять поршни — дело хитрое. Выньте из цилиндра ободок со вставленной в него крышкой и туго перевяжите тонкой проволокой, чтобы крышка не выпадала. Поставьте поршенек на стол, наложите на крышку угольнички — и можете паять. Угольнички лучше наложить на крышку не отдельно один от другого, а связанными тонкой проволокой с деревянной прокладкой между ними. Толщина прокладки—1 — 1,5 мм.
Промажьте все места спайки паяльной жидкостью, наберите на паяльник побольше олова и сразу пропаяйте так, чтобы угольнички припаялись к крышке, а крышка — к ободку (рис. 105, б). Конечно, все части должны быть хорошо вычищены шкуркой или промыты в растворе поташа, иначе их никогда не спаять. Не снимая проволоки, стягивающей ободок, запаяйте место стыка, срежьте проволоку — и поршень готов.
Так же спаяйте поршень ко второму цилиндру и сделайте к ним шатуны.

Рис. 105. Изготовление цилиндра и поршня.
На одном конце шатуна (рис. 105, в) —петелька, а на другом — специальный захват для шейки колена вала. В одноцилиндровой машине шатун надевался на палец кривошипа, а здесь палец закрыт плечиками с обеих сторон. К прямому Концу шатуна припаяйте две полоски латуни; получится вилка, которую можно будет надевать на шейку вала. Чтобы вилка не соскакивала, на концах полосок сделайте отверстия и подгоните к ним кусочки проволоки. Заложите петельку шатуна между угольниками поршня и вставьте ось.
Теперь нужно притереть поршни к -цилиндрам. Отметьте, какой поршень в каком цилиндре будет работать, и притирайте их к "своим" цилиндрам. Натрите поршень мелом, вставьте в цилиндр и продвиньте до конца. Когда вытащите, увидите, где мел стерся, и эти Места чуть-чуть опилите напильником с мелкой насечкой. Затем опять натрите поршень мелом, вставьте в цилиндр, выньте и опилите. Повторяйте это до тех пор, пока поршень не станет ходить плавно и легко. Тут нужно быть очень осторожным: если много спилите, поршень будет пропускать пар, а это сильно ухудшит работу машины. Да и пара в таких условиях на нее не напасешься.
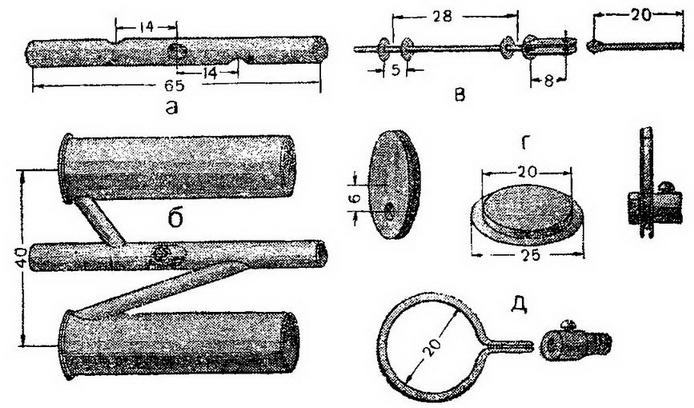
Рис. 106. Детали двухцилиндровой машины.
Для золотника спаяйте встык трубку длиной 65 мм и внутренним диаметром, 6 мм. В середине трубки просверлите отверстие диаметром 4 мм. Это — отверстие для впуска пара из котла. На расстоянии 14 мм от центра этого отверстия просверлите еще два такого же диаметра, но не на одной линии с первым, а под прямым углом к нему: одно справа, другое слева (рис. 106, а). Такие же отверстия сделайте на боковых стенках у донышек цилиндров и соедините их трубками с золотником. Трубка золотника должна одинаково выступать с обеих сторон цилиндров, а расстояние между серединой одного цилиндра и серединой другого должно быть равно 40мм (рис. 106, б). На среднее отверстие золотника припаяйте трубку диаметром 5 мм и длиной 25—30 мм.
Поршеньки золотника собираются на штоке — миллиметровой проволоке длиной 40 мм. К одному концу штока припаяйте латунную скобку для укрепления тяги эксцентрика (рис. 106, в). Скобка выгибается из полоски латуни размером 20 X 4 мм.
Поршеньки этого золотника — шайбочки с ватой между ними. Диаметр шайб немногим меньше внутреннего диаметра трубки золотника; расстояние между каждой парой шайб — 5 мм; расстояние между серединами поршеньков — 28 мм.
Для того чтобы можно было регулировать положение поршеньков, а значит, впуск и выпуск пара, тягу эксцентрика нужно сделать передвижной. Вытащите из старого выключателя так называемые контакты — трубочки с отверстием для провода. Сбоку контактов есть винт, зажимающий провод, а снизу гайка, прикрепляющая контакт к выключателю (рис. 49, справа). Для тяги эксцентрика эта гайка не нужна, а для установки эксцентрика понадобится второй контакт с гайкой. Тягу выгните из миллиметровой проволоки длиной 30 мм, вставьте петельку ее в хомутик поршенька и заложите ось. Контакт понадобится после изготовления эксцентрика и вала.
Эксцентрик — это диск с бортиками (рис. 106, г). Диаметр диска — 20 мм, толщина—1,5 мм. Если не найдете для диска подходящего материала, можете воспользоваться трехкопеечной монетой. Диаметр монеты — 22 мм; ее придется немного опилить вокруг. "Щеки" диаметром 25 мм вырежьте из латуни. Опиленную монету вставьте между "щеками" так, чтобы центры их совпали, и хорошенько спаяйте. От центра "щеки" отмерьте 6 мм и просверлите отверстие, в которое должен войти контакт от выключателя.
Расстояние от центра диска эксцентрика до центра отверстия, которым он надевается на вал, называется эксцентриситетом. Эксцентриситет нашего эксцентрика равен 6 мм. В отверстие эксцентрика вставьте контакт и крепко зажмите гайкой. Теперь винтом контакта можно будет закреплять эксцентрик на валу в нужном положении.
Остается сделать вокруг эксцентрика "щину" — хомут. Хомут выгните из полуторамиллиметровой медной проволоки по рисунку 106, д. Концы хомута войдут в отверстие контакта эксцентриковой тяги. Их нужно опилить изнутри до половины, тогда, сложенные, они образуют круглый конец. Окончательно собрать эксцентриковый механизм можно только во время сборки всей машины. Сейчас нужно сделать вал и ферму.
Лучше всего для вала найти сталь-серебрянку диаметром 3 мм. Если не достанете стали-серебрянки, найдите какую-нибудь другую прочную проволоку или вязальную спицу примерно такого же диаметра. Только проволока или спица должны быть совершенно прямыми: для вала это очень важно.
Выгибать такой вал нельзя — он получается неточным. Лучше всего отрежьте для вала кусок проволоки или стали-серебрянки длиной 150 мм и для. шеек кривошипов — два кусочка по 15 мм.

Рис 107. Изготовление двухколенчатого вала.
Делать плечи кривошипов из толстой латуни или железа трудно; они отлично получаются из жести, только тогда нужно сделать их коробчатого сечения. Вырежьте из жести четыре фигуры по рисунку 107,а. Ход поршней этой машины мы выбрали равным 20 мм; значит, плечи кривошипов должны' быть длиной 10 мм. Такими они и получатся, если сделать их по размерам, указанным на рисунке.
Вырезанные из жести фигуры согните в длинные коробочки или, если хотите, в трубки с хвостиками на концах. Эти хвостики обожмите вокруг вала И вокруг шеек кривошипов.
Перед спайкой вала на середину его нужно надеть эксцентрик, а части вала против шеек выпилить потом, после спайки. Если отверстие контакта эксцентрика не налезает на вал, рассверлите его.
Соберите вал по рисунку 107, б и тщательно пропаяйте все места соединения. Следите, чтобы между серединами шеек было такое же расстояние, как и между центрами цилиндров, — 40 мм. Когда спаяете все, можете выпилить ненужные части вала. При таком способе изготовления вал получается очень точным и не "бьет" при вращении.