Справочник по морской практике - Страница 39
Х и м и ч е с к и е с р е д с т в а о ч и с т к и: смывка обыкновенная СД (об) ТУ М Х П 906–42, смывка специальная СД (сп) ТУ МХП 1113–44 и смывка АФТ-1 ТУ М Х П 2648–51, используемые для удаления старых красок. Кроме того, в корабельных условиях можно приготовить для этого другие органические (табл. 9.21) или щелочные (табл. 9.22) смывки.

Т а б л и ц а 9.21
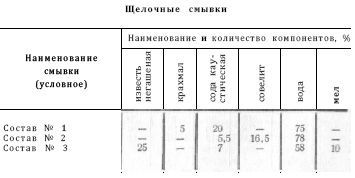
Т а б л и ц а 9.22
На старое покрытие смывки наносят кистями, набухшую краску потом удаляют скребками или шпателями.
При подготовке окрашенных поверхностей под перекраску можно использовать моющие растворы (табл. 9.23).

Т а б л и ц а 9.23
Для отвинчивания ржавых болтов, гаек, вскрытия поржавевших крышек люков, горловин используются различные пасты, приготовленные на ингибированных кислотах (табл. 9.24). Они готовятся следующим образом. В стеклянном сосуде перемешивают бумажную массу (загуститель) с соляной кислотой до однородной смеси и добавляют формалин (ингибитор). Во втором стеклянном сосуде растворяют в воде жидкое стекло, окисленную целлюлозу и карбоксилметилцеллюлозу (загустители). Содержимое первого сосуда переливают во второй, постепенно перемешивая. После выдержки 3–4 ч паста готова к употреблению.

Т а б л и ц а 9.24
Перед нанесением пасты следует очистить обрастания и ржавчину механическим способом, затем нанести пасту слоем 30–50 мм и выдержать ее на поверхности от 15 мин до 12 ч (в зависимости от степени коррозии). После обработки поверхности пасту тщательно смывают водой; на очищенную поверхность наносят 3% раствор соды (пассиватор) и затем опять смывают водой.
Инструменты для нанесения шпатлевок. Р у ч н ы е и н с т р у м е н т ы: деревянные (бук, береза), металлические (тонкая упругая сталь) и резиновые шпатели.
М е х а н и з и р о в а н н ы е и н с т р у м е н т ы: распылители шпатлевок типа РШ или пистолет-распылитель С-592 с диаметром сопла 6 мм, производительностью 75 м2/ч.
Инструменты для окраски. Р у ч н ы е и н с т р у м е н т ы: кисть ручник (ТУ 735–50); кисть малярная в металлической обойме (ТУ 131–54); кисть малярная в кольце (ТУ 733–50); кисть маховая в кольце (ТУ 733–50); кисть маховая весовая (ТУ 732–50); кисть филенчатая (ТУ 619–50); кисть флейц (ТУ 625–50; ТУ 624–50).
Окраску кистями в зависимости от состава красок и характера отделки окрашиваемых поверхностей производят различными способами: обычным малярным способом с тщательной растушевкой; нанесением красок короткими мазками без растушевки (этим способом наносятся краски с большим содержанием растворителей, с тем чтобы не растворить нижележащий слой краски); торцеванием свежеокрашенной поверхности (для декоративной отделки или получения матового покрытия); сглаживанием неровностей и штрихов на свежеокрашенной поверхности с помощью кистей флейц.
При окраске кистями обеспечивается хорошая адгезия покрытия, исключается образование пылевого облака и экономятся краски. Поэтому грунты и другие ответственные покрытия, а также краски с ядовитыми компонентами наносятся только кистями. Недостатки окраски кистями: низкая производительность, неравномерное по толщине покрытие, образование мазков, штрихов и т. п.
М е х а н и з и р о в а н н ы е и н с т р у м е н т ы: а) краскораспылители типа КР (КР-10, К Р – П , КР-12 – с подачей краски самотеком; КР-20, КР-21, КР-22 – с подачей краски под давлением; КР-30, К Р – 3 1 – с подачей краски подсасыванием) ТУ М Х П 1819–48, используемые для окраски наружных поверхностей, так как они образуют туманное облако; производительность распылителей этого типа 70 м2/ч; давление воздуха 3–4 ати; диаметр сопла от 0,5 до 4,5 мм; вес 620–950 г; б) краскораспылители бестуманные 0–31А, БТО-ЗМ, Ц Н И И – М С П с воздушной рубашкой, применяемые для окрасочных работ во внутренних помещениях; ввиду отсутствия туманообразования расход краски у них снижается до 30%; в) краскораспылители 0–45 и С-677 с универсальной головкой распыления; производительность 400 м2/ч; вес 700 г; г) эжекционный распылитель, используемый только для нанесения каменноугольного лака.
Регулировка краскораспылителей и уход за ними осуществляются в соответствии с заводскими описаниями и инструкциями. При работе краскораспылитель нужно держать перпендикулярно к поверхности, перемещать по вертикали или горизонтали, создавая перекрыш 10–15 мм и не допуская перенасыщения поверхности краской. Расстояние сопла краскораспылителя от поверхности зависит от формы струи и составляет: 250–300 мм при плоской и 250–400 мм при круглой струе.
Положительные качества окраски распылителями: большая производительность и гладкий ровный слой покрытия, что придает поверхности красивый декоративный вид. Недостатки: образование туманного облака, покрытия со слабой адгезией и сравнительно большой расход (по сравнению с кистями) красок, из-за чего ядовитые краски (С-3, С-5, 10Б, ХВ-53, ХС-79 и др.), а также грунты распылением не наносятся.
9.7. Организация окрасочных работ и меры безопасности
Организация окрасочных работ. Окрасочные работы, выполняемые личным составом, организуются и проводятся в период эксплуатации, консервации и во время любого ремонта корабля в строгом соответствии с действующими правилами и инструкциями.
Подготовка и проведение окрасочных работ включает три основных этапа: подготовку к окрасочным работам; очистку и подготовку поверхностей под окраску и нанесение лакокрасочных материалов, т. е. окраску.
П о д г о т о в к а к о к р а с о ч н ы м р а б о т а м. Перед началом окрасочных работ под руководством помощника командира корабля совместно с командирами боевых частей и начальниками служб на корабле осуществляются следующие мероприятия: а) уточняют, какие поверхности корабля подлежат окрашиванию в соответствии с установленными сроками окраски (табл. 9.25), окрасочными ведомостями, а также схемы окраски; б) определяют виды и количество лакокрасочных материалов, инструментов, спецодежды, индивидуальных средств защиты; оформляют и своевременно подают на них заявки в довольствующие органы; организуют получение и доставку их на корабль; в) проверяют наличие и организуют ремонт имеющегося на корабле инструмента, инвентаря, оборудования, а также изготовление недостающих беседок, плотов; г) определяют необходимое количество личного состава для окрасочных работ, который расписывают по объектам работ, и назначают старших; д) составляют график окрасочных работ с определением сроков выполнения каждой операции в соответствии с требованиями технологических инструкций; е) проводится инструктаж личного состава по технологии производства окрасочных работ и совместно с корабельным врачом инструктаж по соблюдению правил техники безопасности; ж) проводится медицинский осмотр личного состава, прежде всего тех, кто выделен для работы на высоте, в труднодоступных и плохо вентилируемых помещениях, в цистернах питьевой воды.

Т а б л и ц а 9.25
О ч и с т к а и п о д г о т о в к а п о в е р х н о с т е й п о д о к р а с к у проводится с целью: тщательной ликвидации очагов коррозии путем удаления ржавчины, окалины и обрастаний; создания условий для хорошего сцепления наносимых лакокрасочных материалов с поверхностью путем удаления загрязнений, пыли, влаги, жировых пятен, плохо держащейся краски; удаления старых покрытий во избежание излишнего (свыше 1 мм) напластования красок. Важно при очистке не создавать новых очагов коррозии в виде зазубрин, насечек и других повреждений поверхности.