Ремонт часов - Страница 5
В крупных часовых мастерских и на ремонтных заводах такую работу поручают квалифицированному механику, хорошо владеющему приемами работы на станках.
Независимо от того, насколько часто приходится часовому мастеру заниматься изготовлением деталей, он должен уметь работать на токарном станке, сверлить, нарезать резьбу, шлифовать, полировать, а также выполнять ряд других работ.
Современные универсальные токарные станки, предназначенные для часовых мастерских, имеют электрический привод. К таким станкам, как правило, придается значительное количество вспомогательных приспособлений и устройств.
Универсальный станок с электроприводом (фиг. 19) и фрезерным приспособлением может быть применен для выполнения самых различных работ. Скорость вращения шпинделя станка регулируется в широких пределах, что создает большие удобства в работе. На таком станке могут выполняться токарные, фрезерные, шлифовальные, сверлильные и другие работы.

Фиг. 19. Настольный токарный станок с электроприводом.
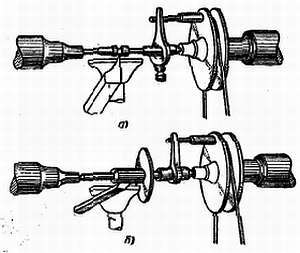
В часовых мастерских находят применение станки и более простой конструкции с ручным приводом (фиг. 20).

Фиг. 20. Настольный токарный станок, с ручным приводом.
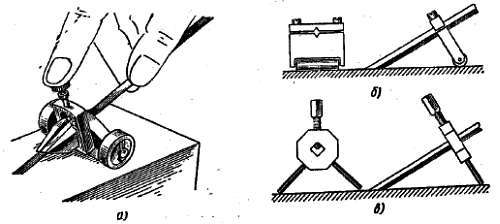
Операции точения и в таком станке производят с применением хомутиков (фиг. 21, а), оправок (фиг. 21, б) или рольков. Оправки могут иметь форму, показанную на фиг, 22, а-в, а рольки — на фиг. 23, а и б.
Фиг. 21. Точение детали с применением хомутика для оправки.
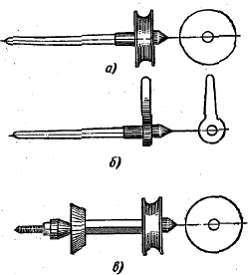
Фиг. 22. Различные формы оправок.
Фиг. 23. Рольки.
Станок, у которого деталь приводится в движение струной на луке, показан на фиг. 24. Такой станок имеет набор центров, предназначенных для выполнения различных операций (фиг. 25).
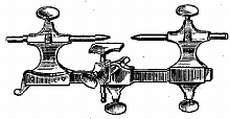
Фиг. 24. Станок со струйным двигателем.
Фиг. 25. Набор центров:
а-в — для разных работ; г — для заточки и полирования цапф; д — для заточки на конус; е и ж — эксцентричные для разных работ; з — для работы с хомутиком; и — для заточки и полирования крупных цапф; к — для точения с хомутиком для крупных работ; л — для сверления отверстий и полирования цапф.
Задняя бабка токарного станка позволяет закреплять деталь в центрах при выполнении различных работ (обточка, шлифование и др.).
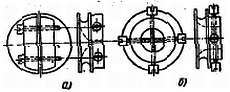
На фиг. 26 показаны приспособления, устанавливаемые на задней бабке. Их используют при полировании (фиг. 26, а) и точении (фиг. 26, б), а также при других работах, требующих поддержания детали.
Фиг. 26. Приспособления к токарному станку.
При точении некоторые резцы устанавливают в специальную державку, закрепляемую на суппорте станка (фиг. 27, a), a особые резцы (штихели) удерживают рукой на подручнике (фиг. 27, б).

Фиг. 27. Державки для резцов.
Точение деталей на часовых станках производят преимущественно штихелями, которые имеют различные сечения, обусловленные их назначением.
Наибольшее распространение получили штихели с квадратным профилем. Формы заточки штихелей показаны на фиг. 28.
Фиг. 28. Формы штихелей:
а - с полукруглой режущей вершиной; б и в — с острой режущей вершиной: г — с прямой вершиной; д — с подрезом для расточки; е — фигуркой.
Обточка поверхности детали большой длины может производиться боковыми гранями штихеля (фиг. 29), однако, как правило, точение ведется вершиной штихеля. Штихель должен резать металл, а не рвать его.

Фиг. 29. Прием работы штихелями.
Получение чистой поверхности детали во многом зависит от заточки резца и штихеля. Плоскость штихеля должна быть не только заточена под соответствующим углом, но и тщательно отполирована.
Вершина и грани штихеля не должны иметь самых малейших выбоин и зазубрин, так как последние оставляют на обрабатываемой поверхности следы и затрудняют резание.
Заточка штихеля может быть выполнена на специальном заточном или токарном станке с закреплением оправки камня в цанге станка. На фиг. 30, а и б показаны приемы заточки. Стрелками указано направление вращения камней.

Фиг. 30. Заточка штихелей.
Доводка и полирование производятся вручную на плоском камне с перемещением резца только в одну сторону, как показано на фиг. 31, a и б.
Фиг. 31. Доводка штихелей.
Доводка отнимает много времени и к тому же для правильного выполнения требует определенного навыка. При невнимательном выполнении грани могут быть скруглены, и штихель не будет резать. Поэтому для получения хорошей доводки применяют приспособления, показанные на фиг. 32, а-в, которые легко могут быть изготовлены в любой мастерской. Такие приспособления целесообразно применять для заправки отверток.
Приемы работы на станке разберем на примерах изготовления отдельных деталей часового механизма.
Фиг. 32. Приспособление для доводки штихелей.
Изготовление деталей. Изготовление винтов. Винты изготовляют из стали-серебрянки. В начале обтачивается хвостовая часть с соблюдением размера, необходимого для данного типа винта. Если будет нарезаться резьба M1 — 1 мм, то и диаметр заготовки 1 мм. Нарезку резьбы производят плашкой или винтовой доской. Ее производят с обильной смазкой заготовки часовым маслом и повторными движениями режущего инструмента вперед и назад.
Обратное движение режущего инструмента освобождает его от стружки. Масло следует применять достаточно вязкое. Хорошие результаты дает подсолнечное масло.