Отделка и ремонт для бережливого хозяина - Страница 4
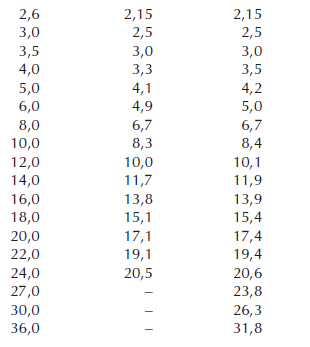
Подбор сверл для сверления отверстий под наиболее часто встречающиеся резьбы для различных металлов

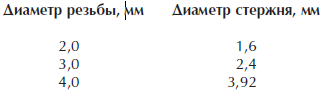
Диаметры стержней под нарезание резьбы лерками
Слесарные молотки с круглым бойком подразделяются по весу на шесть номеров. Молоток № 1 (200 г) предназначен для инструментальных работ, а также разметки и правки. Молотки № 2 (400 г), № 3 (500 г) и № 4 (600 г) предназначены для слесарных работ. Молотки № 5 (800 г) и № 6 (1000 г) применяются редко.
Слесарные молотки с квадратным бойком подразделяются по весу на восемь номеров.
Молотки № 1 (50 г), № 2 (100 г) и № 3 (200 г) предназначены для слесарно-инструментальных работ. Молотки № 4 (400 г), № 5 (500 г), № 6 (600 г) предназначены для слесарных работ, рубки, гибки, клепки и др. Молотки № 7 (800 г) и № 8 (1000 г) применяются редко.
Для тяжелых работ используются молотки (кувалды) весом от 4 до 16 кг.
Молотки изготовляются из стали марок 50 и 40Х и из инструментальных углеродистых сталей У7 и У8. Рукоятки для молотков – из древесины твердых пород (кизила, рябины, дуба, клена, граба, ясеня, березы).
Напильники
Напильники делятся на шесть номеров (по числу насечек на 10 мм длины). Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубой обработки металла.
Напильники с насечкой № 2 и 3 (личные) применяют для чистовой обработки. Напильники с насечкой № 4 и 5 (бархатные) предназначены для окончательной обработки изделий.
Напильники бывают следующих типов: плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные. Небольшие напильники называются надфилями. Применяются они для точных мелких работ. Например, с помощью надфилей в домашних условиях можно изготовить дубликат ключа или другие мелкие изделия.
Надфили разделяются на пять типов: № 1, 2, 3, 4 и 5. На рукоятке каждого надфиля обозначен номер насечки: № 1 – 20–40 насечек; № 2 – 28–56; № 3, 4 и 5 – 40-112 насечек на 10 мм длины. Алмазные надфили применяют для обработки твердых сплавов, стекла, керамики. Надфили бывают тупоносые и остроносые. По профилям они разделяются на прямоугольные, квадратные, трехгранные, круглые, полукруглые, овальные, ромбические. Существуют еще надфили ножовочные.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь) и неметаллических материалов (дерево, кожа, резина, пластмассы). В зависимости от профилей рашпили разделяются на плоские (тупоносые и остроносые), круглые и полукруглые, с насечкой № 1 и 2.
Чем мельче насечка напильника и мягче материал, тем быстрее напильник забивается.
Чтобы насечки напильника меньше забивались, перед работой его можно натереть мелом. Рашпили и драчевые напильники очищают проволочной металлической щеткой. Напильники с более мелкой насечкой можно очистить, погрузив в раствор хлористого цинка (травленую кислоту), а затем промыв под струей воды и насухо вытерев. (Приготовление раствора хлористого цинка см. в ст. «Пайка, припои, флюсы».)
Ножницы для резки металла
Ручные ножницы применяют для разрезания стальных листов толщиной от 0,5 до 1 мм и листов цветных металлов толщиной до 1,5 мм. Ручные ножницы делятся на «правые» и «левые» в зависимости от расположения режущей кромки лезвия. У «правых» ножниц скос режущей части каждой половинки находится с правой стороны. Этими ножницами режут по левой кромке изделия в направлении часовой стрелки. «Левые» ножницы – их зеркальное отражение. Ими режут по правой кромке изделия против часовой стрелки.
Для сантехнических работ используют в основном хозяйственные или конторские ножницы. Затачивают их на заточных станках или, что еще лучше, на плоской части вулканитовых отрезных кругов и только по боковым граням лезвий. Небольшие ножницы можно наточить, если несколько раз разрезать ими мелкую наждачную бумагу.
Ножовки по металлу
Ручная ножовка предназначена для разрезания толстого листового металла, а также металлических труб, профилей и др.
Она состоит из станка и ножовочного полотна. Ножовочное полотно – это тонкая узкая стальная пластина с отверстиями и зубьями на одном или на обоих ребрах. Его изготавливают из стали марок У10А, Р9, Х6ВФ. Длина ножовочного полотна обычно составляет 250–300 мм, высота – 13–16 мм и толщина 0,65– 0,8 мм.
При установке ножовочного полотна в станок необходимо обращать внимание на направление зубьев. Они должны быть направлены от ручки, а не к ручке.
Ножовкой нужно работать плавно, без рывков, делая не более 30–60 двойных ходов полотна в минуту. При более быстром темпе полотно нагревается и быстро тупится. К окончанию распила следует ослабить давление на ножовку. Чтобы при резке полотно не нагревалось, его периодически смазывают жидким минеральным маслом. Особенно это необходимо при резке нержавеющей стали, латуни и других вязких металлов. Бронзу и латунь режут только новыми полотнами. Если выкрашивается хотя бы один зуб, то стачивают на заточном станке несколько соседних зубьев.
Отвертки
Отвертка – это инструмент, предназначенный для откручивания и закручивания винтов, шурупов, круглых гаек с разрезными шлицами. Существует много разновидностей отверток. Отличаются они друг от друга в основном формой и размерами лопатки и лезвия, предназначенных для винтов и шурупов с продольным или крестовидным пазом. Существует множество модификаций отверток: с набором сменных головок, с храповиками (трещотками), с червячными передачами, оборудованными наборами сверл и т. п.
Пассатижи
Пассатижи – это универсальный инструмент. Их модификации широко используются не только для слесарных, но и для сантехнических, столярных, электротехнических и других работ. Для слесарных работ достаточно иметь плоскогубцы и круглогубцы. Плоскогубцы изготавливаются из инструментальной или легированной стали. Их рабочая поверхность плоская с зубчатой насечкой. Круглогубцы имеют коническую рабочую часть, сужающуюся к концу.
Некоторые плоскогубцы снабжены режущей кромкой, с помощью которой можно откусывать мягкую проволоку диаметром до 3 мм.
Паяльники
Основным инструментом для выполнения паяльных работ является паяльник. Паяльники разделяются на три группы по способу нагрева: периодического подогрева, непрерывного подогрева газом или жидким топливом и электрические.
Паяльники периодического подогрева бывают угловые (молотковые) и прямые (торцовые). Наиболее широко распространены молотковые. Торцовые паяльники используют для пайки в труднодоступных местах. Паяльники периодического подогрева состоят из куска красной меди, который закреплен на металлическом стержне с деревянной рукояткой.
Паяльники с непрерывным подогревом дополнительно оборудованы ацетиленокислородной или бензиновой горелкой, пламя которой в процессе работы постоянно подогревает рабочую часть паяльника.
Электрические паяльники благодаря простоте их устройства и удобству в обращении используются наиболее широко. При работе с ними не образуются вредные газы. Нагрев спаиваемых деталей производится равномерно, при постоянной температуре. Это улучшает качество пайки. Электропаяльники быстро, в течение 2–5 мин, нагреваются до рабочей температуры.
Электрические паяльники разделяются на прямые и угловые. Для пайки мягкими оловянно-свинцовыми припоями выпускаются паяльники: ПЦН-10, ПЦН-16, ПЦН-25, ПЦН-40, ПЦН-65, ПЦН-100, ПЦН-160, ПЦН-250. Буква «П» означает «паяльник электрический», «Ц» – несменный паяльный стержень, «Н» – непрерывный режим нагрева. Цифры означают номинальную мощность в ваттах (Вт).